╠½įŁ╣▄Ą└╔ņ┐sŲ„ų„ę¬╩Ū▀xė├┴╦║ĖĮėĘĮ╩Į╦∙╔·«a(ch©Żn)ųŲįņĄ─
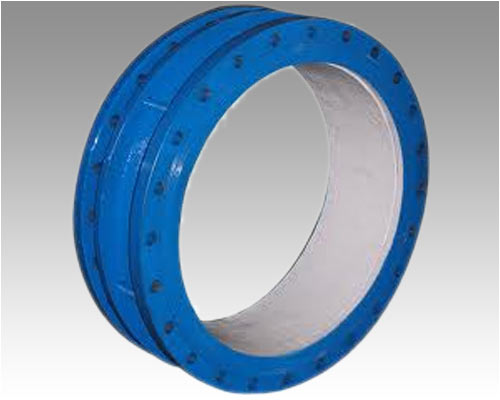
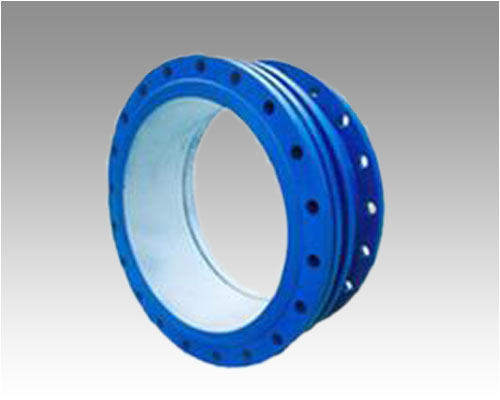
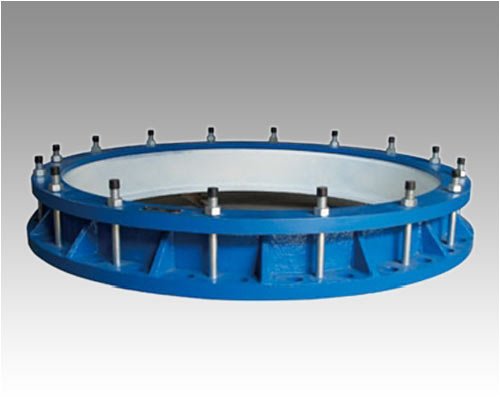
╣▄Ą└╔ņ┐sŲ„į┌ļŖ║Ė║ĖĮėĄ─ŪķørŽ┬Ż¼æ¬(y©®ng)«ö(d©Īng)┤_▒Ż▓Õ┐┌ā╔▀ģ╝░ā╚(n©©i)═Ō▒┌Ą─£žČ╚ä“ĘQ���Ż¼▒▄├Ō▓┐Ęų│¼£ž�Ī����Ż┐ž£žĢrķgŻ¼║ŽĮõō×ķ2—2.╬ÕĘųńŖ�ĪŻę¬╩Ūū÷ĄĮėą╩ųĖą£žŠ═┐╔ęįĪŻ║ĖĮzæ¬(y©®ng)ė├Ū░ꬒL(f©źng)Ė╔ĮŌøQ�����ĪŻ╣▄Ą└╔ņ┐sŲ„╣▄Ą└īŻśI(y©©)ī”┐┌║¾æ¬(y©®ng)ŠS│ųį┌ę╗ŚlŲĮąąŠĆ╔Ž���Ż¼║Ė┐p▓┐╬╗į┌ąŻ║╦║¾▓╗į╩įS│÷ÅØ����Ż¼▓╗┐╔ęį╬╔üyŻ¼īŻśI(y©©)ī”┐┌ę¬ėą┐šŽČ�ĪŻī”╣▄ĢrŻ¼┐╔▀xė├Ę┼ą─ŖAŠoŲ„�ĪŻąŻ║╦Īó║ĖĮėŠ½£╩Č©╬╗����Īó║ĖĮėŻ║ę╗░Ń┐╔ū°┬õė┌Ū░║¾ū¾ėę╦─╠Ä║ĖĮėŻ¼į┘Įø(j©®ng)▓ķ“×�Īó║╦▓ķĪó│Cų▒║¾▓┼─▄╩®║Ė�����ĪŻ║ĖĮėŪ░īó║ĖĮė▓┐╬╗Ą─║Ė┤®ŪÕ│²š¹ØŹ���Ż¼ī󊽣╩Č©╬╗║ĖĮėū÷│╔ā╔▀ģĦŪ┴ĻĄžą╬Ą─║Ė╚Ō³cĪŻų¦╣▄┼┼│▀Ģr��Ż¼▒M┐╔─▄×ķļŖ║Ė║ĖĮė░l(f©Ī)ō]╠žķL���Ż¼ĮĄĄ═╦└┐┌┐éöĄ(sh©┤)�ĪŻļŖ║Ė║ĖĮėĢrīó║Ė┐pĘų×ķ2éĆ░ļłAą╬ķ_š╣ļŖ║Ė║ĖĮėŻ║Ž╚║ĖŪ░░ļłAą╬Ż¼Ų║ĖĢrąĶÅ─č÷║Ė╬╗ų├▌SŠĆ╠ßįń5—15mmĄ─▓┐╬╗äéķ_╩╝�Ż¼Å─č÷║ĖĮė║Ė┐p▒Ē├µĮėų┴╩╝║Ė╠ÄŻ¼ė├ķL╗Ī╝ė¤ßę╗Ģ■ā║��Ż¼«ö(d©Īng)║Ė┐pā╚(n©©i)ėą╦Ų║╣╦«ĀŅõō╦«Ģr���Ż¼ē║Č╠ļŖ╣┬����Ż¼ū„╝Ü╬ó╗╬äė���Ż¼┤²«a(ch©Żn)╔·╚▄│žį┘╩®║Ė�Ż¼ų┴╦«£╩ūŅĖ▀╠Äį┘įĮ5—15mm╠ÄŽó╗Ī���ĪŻ║¾├µ░ļłAą╬Ą─║ĖĮė╚½▀^│╠ųą�����Ż¼č÷║ĖŪ░ę¬░čŽ╚║ĖĄ─║ĖĮė▀ģŠēė├ļŖ╣┬ĖŅŽ┬10║┴├ūų«╔Ž���Ż¼ęįĘ└Ų║ĖĢrįņ│╔╠żč³ĀŅørŻ¼▀MČ°ī¦(d©Żo)ų┬╬┤╚█═Ė����Īó║Ė┴÷�Īó│÷ÜŌ┐ūĄ╚╚▒³c����ĪŻ
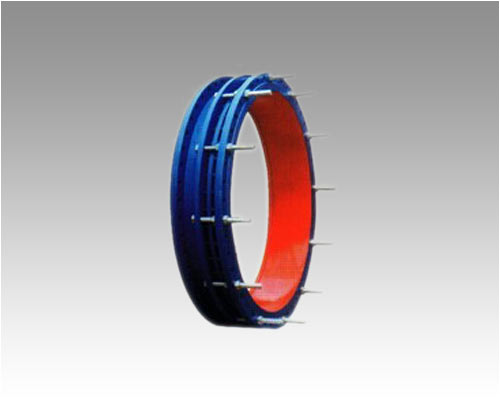
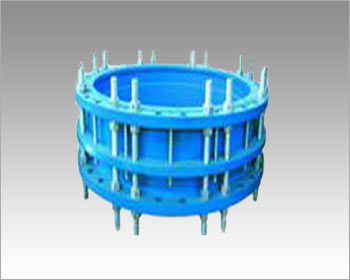
▓╗ę╗śėĄ─╣▄Ą└╔ņ┐sŲ„į┌ļŖ║Ė║ĖĮėĄ─ŪķørŽ┬Ż¼ā╔╣▄╣▄Įø(j©®ng)ŽÓŠÓ▓╗│¼▀^ąĪ╣▄15%��Ż¼┐╔īŻśI(y©©)ī”┐┌ļŖ║Ė║ĖĮė�����Ż¼▓╗╚╗äš(w©┤)▒ž▓Õ├ńļŖ║Ė║ĖĮė�ĪŻ







 ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐
ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐ ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐
ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐ ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐
ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐ ĪŠčaāöŲ„ŽĄ┴ąĪ┐
ĪŠčaāöŲ„ŽĄ┴ąĪ┐ ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐
ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐






















![07FS02äéąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/1546244437.jpg)
![07FS02╚ßąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/161266329.jpg)
![╚╦Ę└ĄžŽ┬╩ęīŻė├├▄ķ]╠ū╣▄](/uploadfile/201609/2/1616466125.jpg)