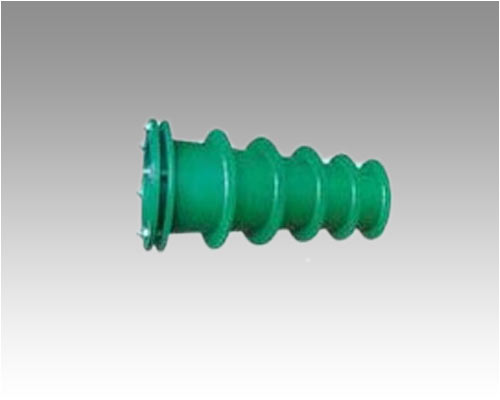
ПV╬і╦╔╠╫Ві┴ж╜╙ю^║╕╜╙╖╜╖и┴в╝┤╬г║ж╣▄╡└╡─├▄щ]╨╘
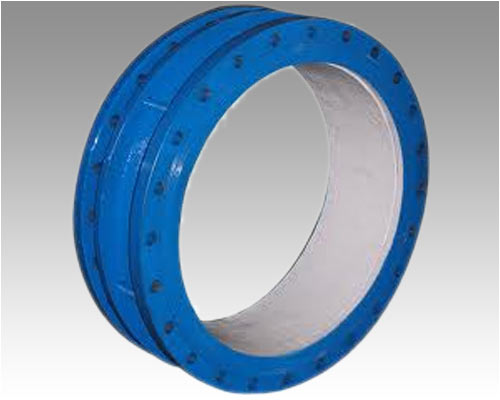
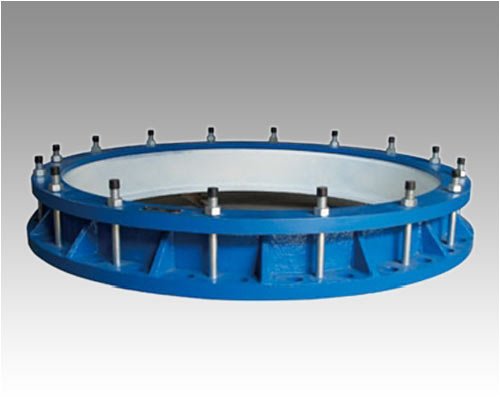
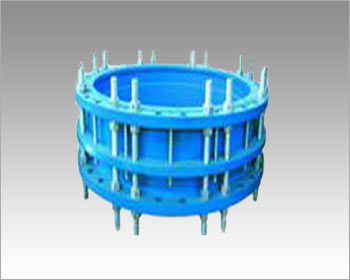
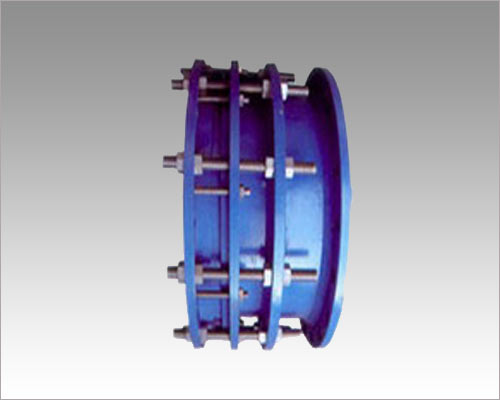
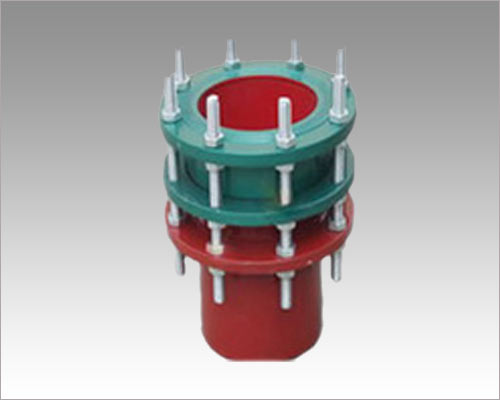
╦╔╠╫Ві┴ж╜╙ю^╡─║╕╜╙╣д╦З┴в╝┤ъP(guибn)┬У(liивn)╡╜╦╔╠╫Ві┴ж╜╙ю^╞╖┘|(zhим)╡─ГЮ(yинu)┴╙�����гм╥Ґ╢ЇсШМж(duим)╧ы▀x┘П(gи░u)╦╔╠╫Ві┴ж╜╙ю^юЩ┐═╡─╢Ї╤╘���бг╒╞╬╒╦╔╠╫Ві┴ж╜╙ю^║╕╜╙╣д╦З╗Ґ╩╟╩о╖╓▒╪эЪ╡─��бг
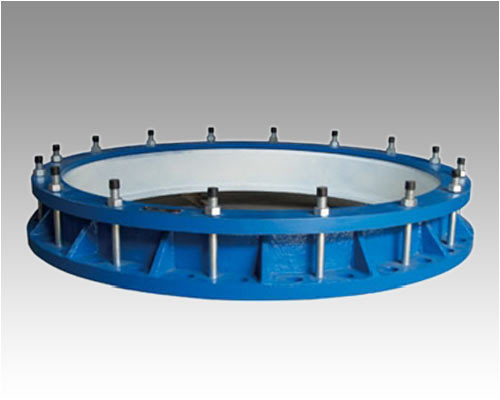
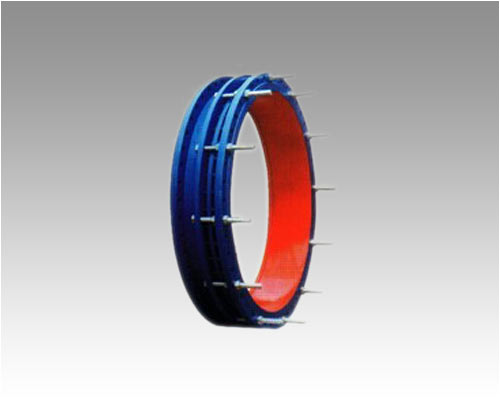
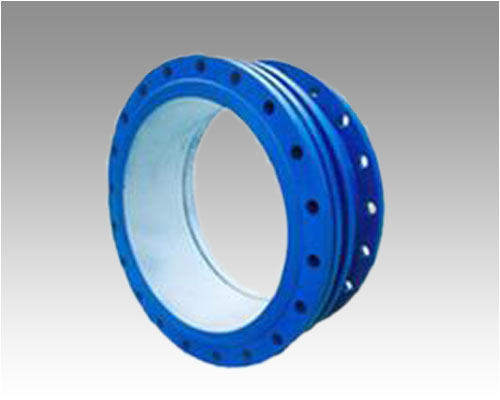
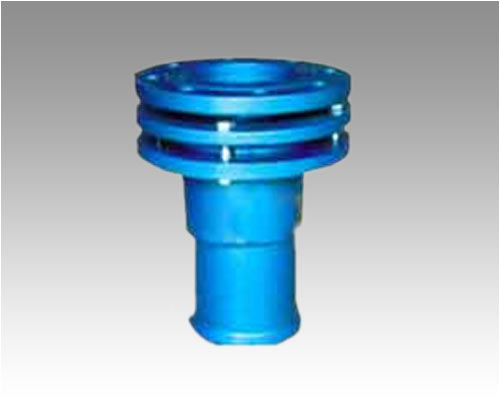
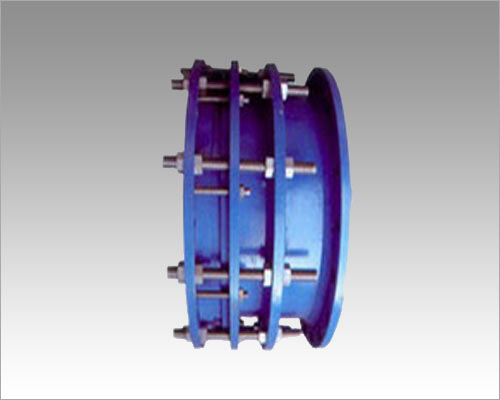
╦╔╠╫Ві┴ж╜╙ю^╡─║╕╜╙╖╜╖и╥╗░у╖╓ыК╗б║╕╜╙��бвыК╗б║╕╜╙║═└w║╕╚¤┤ґюР����гм░щыS╓ЇыК║╕║╕╜╙╡─▀\(yи┤n)╙├���гм▒╪эЪМж(duим)║╕╜╙щ_╒╣ЯoУpЩzЬy(cии)╝╝╨g(shи┤)�бг╚ч╜ё╦╔╠╫Ві┴ж╜╙ю^╡─║╕╜╙╣д╦З╥╤─▄║╕│ІЯoГ╚(nииi)═т╚▒№c(diигn)╡─���бв╬я└э╨╘─▄╧роФ(dибng)╙┌─╦╓┴╕▀▀^▒╗▀B╜╙ґw╡─║╕╜╙����бг╜╙ю^╠О╡─┐╣Й║ПК(qiивng)╢╚│¤щ_Х■(huим)╘т╩▄║╕╜╙╞╖┘|(zhим)╬г║ж═тгм▀А║═╦√╡─╥О(guий)╕ё�����бвШ╙╫╙��бв│╨╩▄┴ж▓┐╬╗║═╣д╫і╓╨Ш╦(biибo)Ь╩(zhи│n)╡╚╧ръP(guибn)�бг╚ч╜ё╦╔╠╫Ві┴ж╜╙ю^║╕╜╙╖╜╩╜╖╓│╔╩╓╣д╓╞╫іыК║╕║╕╜╙║═╫╘Д╙(dи░ng)║╕╜╙╢■╖Nбг╙╔╙┌╫╘Д╙(dи░ng)║╕╜╙╝╝╨g(shи┤)╨╘мF(xiидn)ыA╢╬▀А╨─╓╟▓╗│╔╩ь�����гм╦╔╠╫Ві┴ж╜╙ю^╡─ыК║╕║╕╜╙╥╘╩╓╣д╓╞╫і║╕Ющ╓іМз(dигo)��бг╩╓╣д╓╞╫іыК║╕║╕╜╙ъP(guибn)цI╖╓│╔╝╫╗ї└w╛S╦╪║╕╜z╧┬╧Ґ║╕║═╡═Ъф║╕╜z╧┬╧Ґ║╕�бг╩╓╣дыК╗б║╕═ї╔╧║╕╝╝╨g(shи┤)╨╘╩╟╘┌╬╥ЗЇ(guио)▀^╚е╣▄╡└╩й╣дмF(xiидn)ИІ(chигng)╡─ъP(guибn)цI║╕╜╙╣д╦Згм╞ф╠╪╨╘Ющ╓з╣▄╜MМж(duим)┐╒╧╢║▄┤ґ��гмыК║╕║╕╜╙╚л▀^│╠╓╨▀x╙├╧в╗б▓┘╫і╖╜╖и▀M(jимn)╨╨���гм╕іМ╙║╕М╙▒б║ё║▄┤ґ���гмыК║╕║╕╜╙╕▀╨з┬╩╡═бг╩╓╣дыК╗б║╕╖╜╩╜ь`▒у║Ж(jiигn)Ж╬�����бв▀mСк(yийng)─▄┴жПК(qiивng)����гм╞ф╧┬╧Ґ║╕║═╔╧╧Ґ║╕╢■╖N╖╜╩╜╡─╙╨ЩC(jий)╜Y(jiиж)║╧╝░╝╫╗ї└w╛S╦╪║╕╜zГЮ(yинu)┴╝╡─╕ї║╕▀mСк(yийng)─▄┴ж╘┌╘S╢рИІ(chигng)╦ї╧┬╚╘╩╟╫╘Д╙(dи░ng)║╕ЩC(jий)╖╜╩╜╦ї▓╗┐╔╥╘╠ц┤·╡─бг╫╘Д╙(dи░ng)║╕ЩC(jий)╩╟╦╔╠╫Ві┴ж╜╙ю^ыК║╕║╕╜╙░l(fиб)╒╣┌ЕД▌(shим)╡─┤ґД▌(shим)╦ї┌Е��гм╣▄╡└╫╘Д╙(dи░ng)║╕ЩC(jий)╝╝╨g(shи┤)╨╘╥Ґ?yидn)щыК║╕║╕╜╙╕▀╨з┬╩��гмД┌Д?dи░ng)╨з┬╩╨б��гмыК║╕║╕╜╙╚л▀^│╠╩▄╚╦Ющ╩з╒`╬г║ж╨б╡╚ГЮ(yинu)№c(diигn)���гм╘┌┤ґ┐┌П╜���бв║ё▒┌╣▄╣▄╡└╔·оa(chигn)╓╞╘ь╓╨▀\(yи┤n)╙├░l(fиб)╒╣?jiиж)У┴ж╖╟│г┤ґб?/span>








 б╛╔ь┐s╞і╧╡┴╨б┐
б╛╔ь┐s╞і╧╡┴╨б┐ б╛Ві┴ж╜╙ю^╧╡┴╨б┐
б╛Ві┴ж╜╙ю^╧╡┴╨б┐ б╛╖└╦о╠╫╣▄╧╡┴╨б┐
б╛╖└╦о╠╫╣▄╧╡┴╨б┐ б╛╤a(bи│)ГФ╞і╧╡┴╨б┐
б╛╤a(bи│)ГФ╞і╧╡┴╨б┐ б╛╧Ё─z╜╙ю^╧╡┴╨б┐
б╛╧Ё─z╜╙ю^╧╡┴╨б┐






















![07FS02ДВ╨╘├▄щ]╠╫╣▄](/uploadfile/201609/2/1546244437.jpg)
![07FS02╚с╨╘├▄щ]╠╫╣▄](/uploadfile/201609/2/161266329.jpg)
![╚╦╖└╡╪╧┬╩╥Мг╙├├▄щ]╠╫╣▄](/uploadfile/201609/2/1616466125.jpg)