�Ͼ��η��m���ׂ������^�����^��Ľ�Q����
�η��m���ׂ������^��ȫ�^���г��������������^���һЩ�y�}����x�� �ܵ��Ҿ͞�������±���I(y��)���L�������a(ch��n)�����c���`�^�����۷e�Ĺ�����(j��ng)����
һ���ں����з�¸�ԭ���|ͬ�Ӳ��ϵ�ԭ���ϡ�
�����{��������ú��z��������
���Ǽ���IJ������P�I�������d��λ��һ��������С��Ƶĺ��z���������䓽�һ���������w��ס����������
�������Ӻ��p�ΈD�Θ��ӵ���Ҫ����(sh��)�к��ӿ�������e߅������������������
��1�����ӿ���ָ���ӱ���cԭ���|�Ľ��R̎�Q֮�麸ֺ�������ε����ӽ������������ɺ�ֺ���g���g��Q֮�麸�ӿ�����
��2���e߅��ָ���^���ӱ�Ӻ�ֺ(li��n)����߅����һ���ֺ��ӽ��ٲ��ϵĸߌ��ȷQ֮���e߅��������ӵ��e߅��ʹ���ӵĽ��������������d��������������������������侀��Ƭ�����ж����������sʹ��ֺ̎����ɑ������һ�� Ҏ(gu��)���e߅��������С��ԭ���|����ߌ����Sԭ���|������������������������ɳ���3���ס�
��3������������B���^����������ԭ���|���ڵķQ֮���������������һ��������ֵ�_���˺��Ӻ�ԭ���|���ںϿ������ȡ���������ُͺϲ��ϣ����z�l��һ���r����������ȵijߴ�Q���˺��ӵijɷ���������һ�ӵķ�ʽҎ(gu��)����һ�ӵ�����ֵ���������燊���r��������˸��õؾS�և����ӵď�����������ԭ���|�����ӵ�ϡ�Һ��Ч�������ڴ_������ǰ��l�������������Ҏ(gu��)���^С���������������







 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�
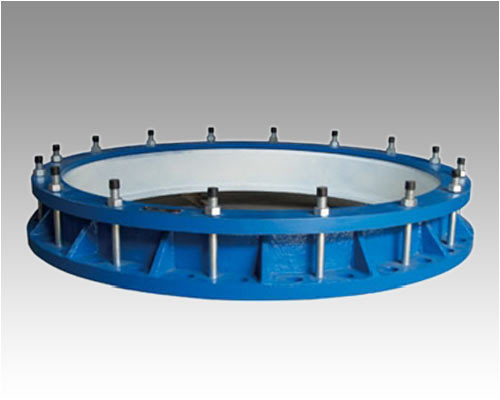














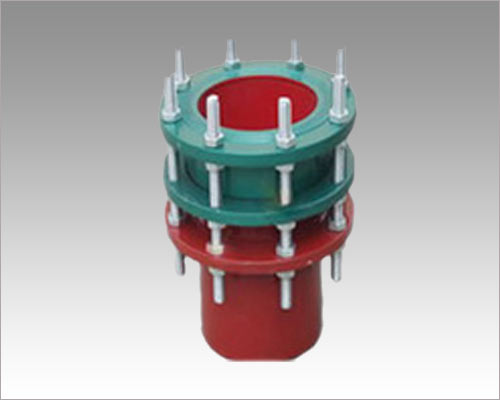








![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
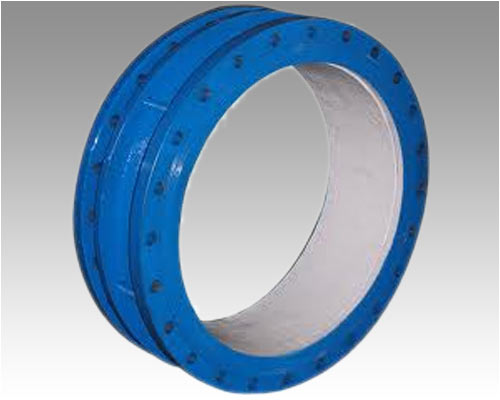
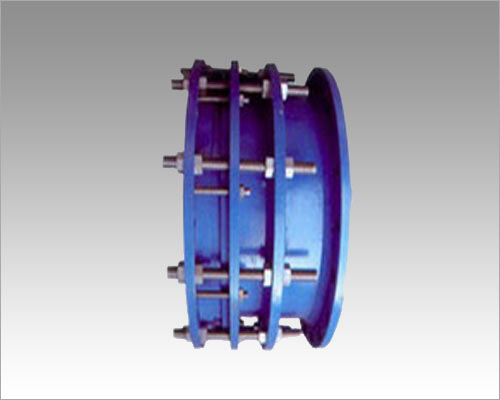
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
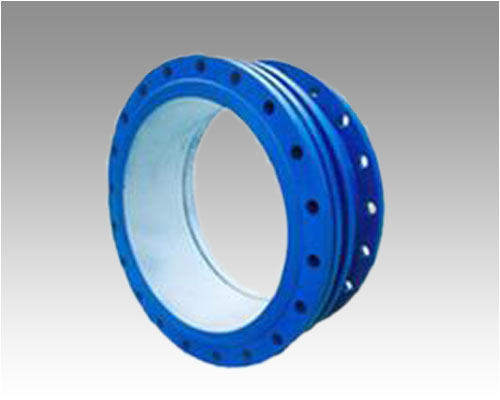
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)